
Leave A Message
If you are interested in our products and want to know more details,please leave a message here,we will reply you as soon as we can.

Tube belt conveyor is widely used for long-distance, enclosed bulk material transport. High efficiency, low dust, and suitable for various industries.






⚙️ Description of Tube Belt Conveyor

NHI tube belt conveyor is a fully enclosed transport system designed for efficient and environmentally friendly handling of bulk materials. It‘s differtent from traditional belt conveyors, the belt is formed into a circular tube, completely sealing the material during transport. This design minimizes dust, prevents spillage, and allows for steep inclines and flexible routing, making it ideal for long-distance and complex terrain applications.
Tube belt conveyor is widely used in power plants, mining operations, ports, cement plants, and chemical industries.
⚙️ Benefits of Tube Belt Conveyor
Unrestricted Spatial Routing: Navigates complex layouts with horizontal turns (radius ≥30m) and 48° steep inclines, eliminating the need for multiple transfer points.
Complete Environmental Protection: Enclosed tube structure prevents dust emission, water leakage, and material spillage, meeting strict environmental standards.
Reduced Land Occupancy: Vertical/horizontal routing reduces land use by 30–50% compared to traditional straight conveyors.
Low Maintenance & High Durability: Self-tracking belt design minimizes wear, with replaceable modular components extending service life to 8–10 years.
High Transport Efficiency: Handles bulk materials (coal, ore, sand) at speeds up to 4 m/s, with throughput capacities of 50–2000 tons/hour.
Noise Reduction: Enclosed design reduces operational noise by 15–20dB, suitable for urban or residential areas.
⚙️ Global Project of Tube Belt Conveyor

⚙️ FAQ of Tube Belt Conveyor
1. What is a tube belt conveyor and how does it work?
A tube belt conveyor is an enclosed conveyor system where the belt is formed into a tube shape to completely seal the transported material. It works by using idler rollers arranged in a hexagonal pattern to shape and support the belt, making it ideal for dust-free, long-distance material transport.
2. What are the advantages of using a tube belt conveyor for coal handling?
Tube belt conveyors are widely used in coal handling because they minimize dust pollution, prevent spillage, and can handle steep inclines and curves. The fully enclosed design makes it ideal for environmentally sensitive areas.
3. How far can a tube belt conveyor transport material?
NHI tube belt conveyors can transport bulk materials over distances of up to 10 kilometers or more. The system supports multiple curves and vertical sections without intermediate transfer points.
4. What materials can be transported using a tube belt conveyor?
It is suitable for a variety of bulk materials, including coal, cement clinker, limestone, iron ore, fly ash, grain, and chemical powders. Its sealed design helps transport fine or hazardous materials safely.
⚙️ After-sales Service 400-600-4666 (24 Hour Online)
NHI's after-sales service center is equipped with a team of over 200 experienced engineers, who provide year-round services for various projects in China and overseas. They offer comprehensive on-site support, including son-site parts inspection, installation guidance, operation training, equipment commissioning, and performance testing for final acceptance. The team promptly provides technical support for any issues that arise during equipment operation and system, ensuring full-process service for users.

--------------占位---------------

The boom type bucket wheel stacker reclaimer is a large-scale bulk material handling equipment designed for continuous operation. It is primarily used in coal and ore storage yards across industries such as power generation, metallurgy, coal, building materials, and chemicals. The equipment offers a stacking and reclaiming capacity ranging from 200 to 10,000 tons per hour, with a maximum boom length of up to 60 meters.
Details
NHI began producing this type of stacker reclaimer in 1998 and launched independent R&D of circular overpile stacker reclaimers in 2002. The circular overpile stacker reclaimer system features a compact footprint and enables continuous stacking and reclaiming operations. It supports multiple stacking and reclaiming modes, making it adaptable to various stockyard conditions and material handling requirements.
Details
Bridge type scraper reclaimer is a high-efficiency, continuous bulk material reclaiming system, widely used in industries such as building materials, iron and steel, and energy. It is specifically designed for strip-shaped stockyards where material homogenization is critical.
Details
Tube belt conveyor is widely used for long-distance, enclosed bulk material transport. High efficiency, low dust, and suitable for various industries.
Details
Movable belt conveyor provides flexible, efficient bulk material handling with easy relocation. Ideal for mining, loading, stacking, and port logistics.
Details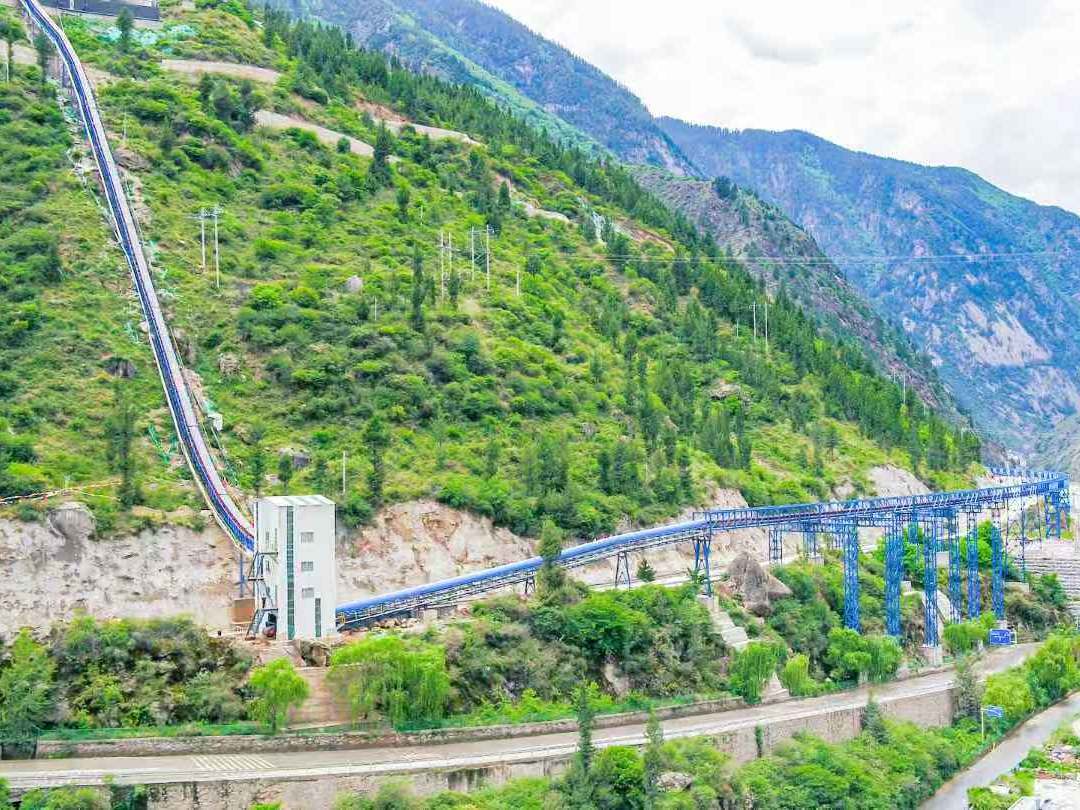
Large inclination belt conveyor handles steep-angle bulk transport efficiently. Ideal for mining, cement, power plants, and material recovery.
Details
High efficient horizontal bending belt conveyor for long-distance material transport. Flexible layout, low maintenance, and suitable for mining, ports, and power plants.
Details
 IPv6 network supported
IPv6 network supported
 Company Profile
Company Profile Social Responsibility
Social Responsibility Get A Quote
Get A Quote



